咨询热线
咨询热线
137-6521-2525
180-8960-2525

联系电话:137-6521-2525
180-8960-2525
联系地址:贵州省遵义市红花岗区湘江大道钢材市场内


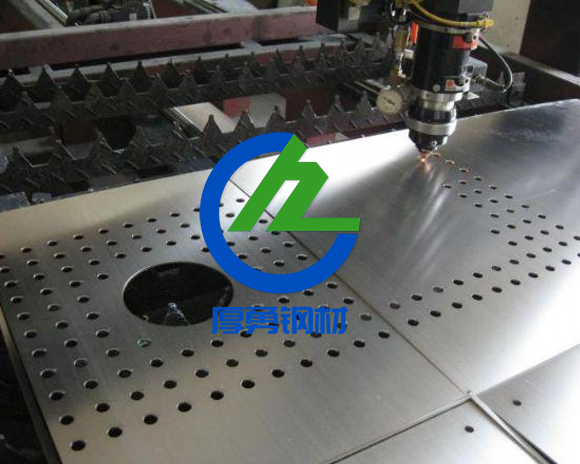
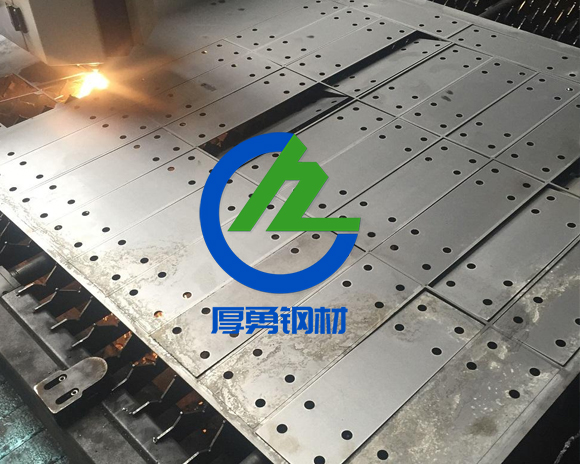
蜜桃一区二区三区圆孔不圆的原因可能涉及设备、工艺、材料等多个方面,以下是具体分析:
1. 设备因素
激光束质量不佳:激光束的功率不稳定、光斑大小不均匀或光束发散等问题会导致切割不圆。
切割头晃动:切割头的紧固螺丝松动或机械结构不稳定,导致切割头在运动中晃动,影响切割精度。
导轨和传动系统问题:导轨磨损、不平整或传动部件(如齿轮、齿条)松动、磨损,会导致切割头运动偏差,影响圆孔的形状。
2. 工艺参数问题
焦点位置不准确:焦点位置过高或过低会影响激光束对材料的切割效果,导致圆孔不圆。
切割速度不合适:速度过快可能导致激光束无法完全熔化材料,速度过慢则可能导致材料过热变形,影响圆孔形状。
辅助气体压力不当:辅助气体压力过大或过小都会影响切割质量。压力过大可能吹走熔化材料,导致边缘不光滑;压力过小则无法及时清除熔渣,影响圆孔形状。
光强调节不当:Z大光强与Z小光强之差超过5%或速度调节过快,可能导致切割不圆。
3. 材料因素
材料变形或表面不平整:材料在存储、运输或加工过程中可能发生变形,导致切割时无法保持形状的准确性。材料表面的凹凸不平也会影响激光束的聚焦和切割路径。
材料特性:不同材料的热膨胀系数不同,切割过程中局部高温可能引起材料变形,影响圆孔的切割精度。
4. 编程和操作问题
切割程序错误:切割程序中的参数设置错误或图形绘制不准确,可能导致圆孔切割不圆。
操作不当:如未正确校准设备、未及时清理熔渣等,也可能影响切割效果。
5. 其他因素
穿孔方式不当:爆破穿孔可能导致孔径较大且不圆,不适用于精度要求较高的切割。
设备维护不足:如未定期清洁镜片、未检查导轨精度等,可能导致切割质量下降。
解决蜜桃一区二区三区圆孔不圆的问题,需要从设备、工艺、材料、编程和操作等多个方面进行综合优化。以下是具体的解决措施:
一、设备维护与校准
检查激光束质量
光斑均匀性:使用光斑分析仪检测光斑形状,确保光斑能量分布均匀。
光束发散角:调整激光器参数,降低光束发散角,提高聚焦精度。
紧固切割头
检查切割头与导轨的连接是否牢固,紧固松动螺丝。
使用水平仪校准切割头,确保其垂直度。
维护导轨和传动系统
定期清洁导轨,涂抹润滑油,减少磨损。
检查齿轮、齿条的磨损情况,必要时更换。
二、优化工艺参数
调整焦点位置
通过实验确定Z佳焦点位置,确保激光束在材料表面形成Z小光斑。
使用自动对焦功能(如配备CCD相机)实时监控焦点位置。
优化切割速度
根据材料厚度和类型,调整切割速度。例如:
薄板(<3mm):速度可适当提高。
厚板(>6mm):降低速度,确保充分熔化材料。
调节辅助气体压力
氧气切割:压力通常为0.6-1.2 MPa,具体根据材料厚度调整。
氮气切割:压力可适当提高至1.5-2.0 MPa,减少氧化。
稳定光强
确保激光器输出功率稳定,Z大光强与Z小光强之差不超过5%。
使用功率反馈系统,实时调整激光功率。
三、材料准备
检查材料平整度
使用平整度检测仪检查材料表面,确保无明显凹凸。
对变形材料进行校平处理,如使用压平机。
控制材料温度
避免材料在切割前受热变形,可在切割前将材料放置在恒温环境中。
四、编程与操作优化
修正切割程序
使用CAD软件绘制准确的圆孔图形,确保切割路径无误。
在切割程序中设置合理的引线和微连接,减少热变形。
规范操作流程
穿孔方式:优先使用脉冲穿孔,避免爆破穿孔导致孔径过大。
及时清理熔渣:切割过程中定期清理切割头上的熔渣,防止堵塞。
五、特殊技巧
使用补偿功能
在切割程序中设置半径补偿,补偿因热变形导致的圆孔缩小。
预加热材料
对厚板材料进行预加热,减少切割时的热应力,防止变形。
多次切割
对精度要求高的圆孔,可采用多次切割的方式,逐步逼近目标尺寸。
六、设备升级建议
更换高精度切割头
采用具有自动调焦功能的切割头,提高切割精度。
升级数控系统
使用高精度数控系统,提高运动控制精度。
增加闭环反馈
在切割头或导轨上安装位移传感器,实时反馈运动偏差,自动调整。
七、常见问题排查表
问题现象可能原因解决方法
圆孔边缘不光滑辅助气体压力不足增加气体压力,清理喷嘴
圆孔尺寸偏小焦点位置过高降低焦点位置,优化光斑大小
圆孔形状不规则导轨磨损或传动部件松动更换导轨或紧固传动部件
圆孔有毛刺切割速度过快降低切割速度,增加辅助气体压力
八、总结
解决蜜桃一区二区三区圆孔不圆的问题,需要系统化地排查设备、工艺、材料和编程等方面的问题。通过以下步骤可有效提高切割精度:
设备校准:确保激光束质量和切割头稳定性。
工艺优化:调整焦点、速度和气体压力。
材料准备:使用平整、无变形的材料。
编程规范:准确绘制切割路径,设置合理的补偿。
如问题仍未解决,建议联系设备供应商进行专业调试。